
要想成为一名优秀的焊接师傅,第一步该怎么做?平焊立焊横焊仰焊先学习哪个呢?
答案就是从熟练掌握平焊开始。
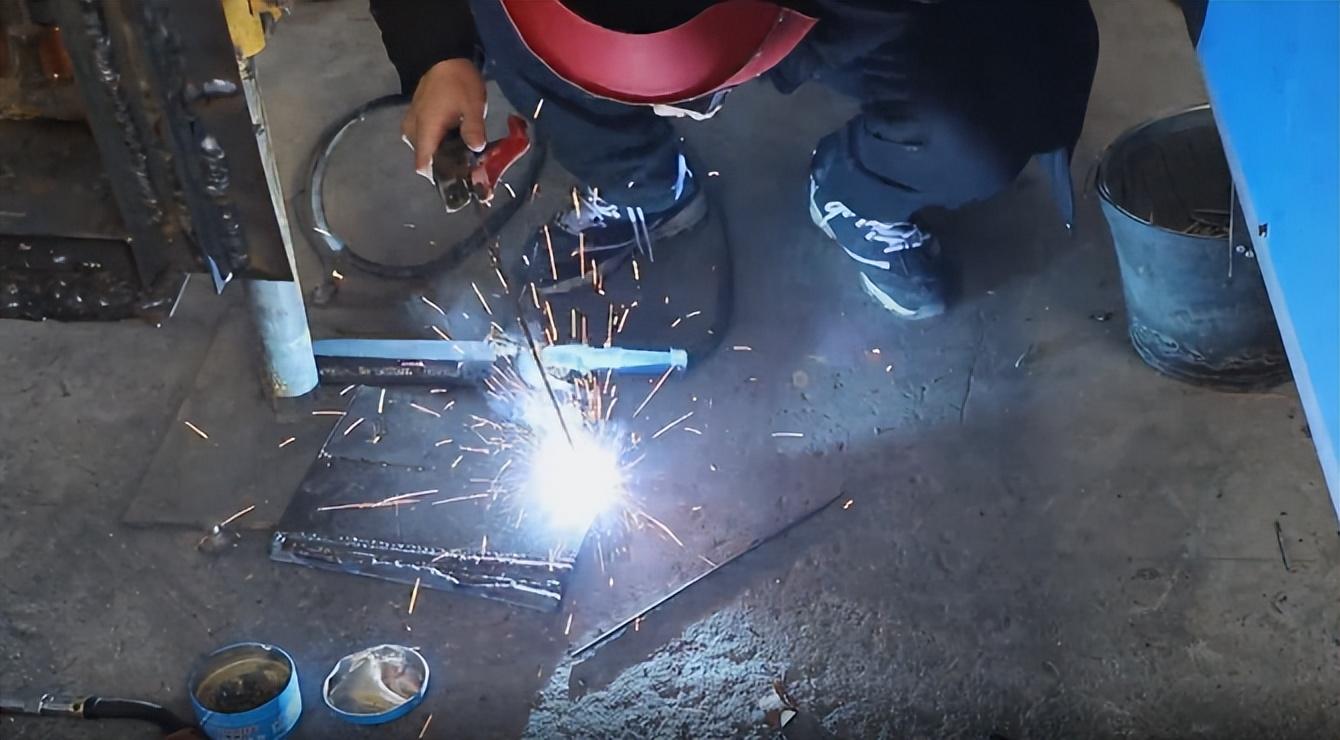
什么是平焊?平焊是指焊接处在水平位置或倾斜角度不大的焊缝。焊缝倾角0°~5°、焊缝转角85°~95°的焊接位置称为平焊位置,而在平焊位置进行的焊接就称为平焊。可分为平对接焊和平角接焊。在所有焊接位置中,平焊是最基础也是最容易焊接的位置。那么电焊平焊怎么焊呢?为什么平焊立焊焊不好,那是因为你没掌握好以下平焊手法与技巧操作要点。

最后的运条方法这点,在整个操作过程中至关重要,甚至直接影响着最后呈现的焊接效果,让我们再单独进行分析。
平焊常见的有四种运条手法,根据焊接部件的不同选择合适的运条手法能够得到更佳的效果。焊接手法需要不断练习,操作平焊法兰时焊接手法也十分重要。
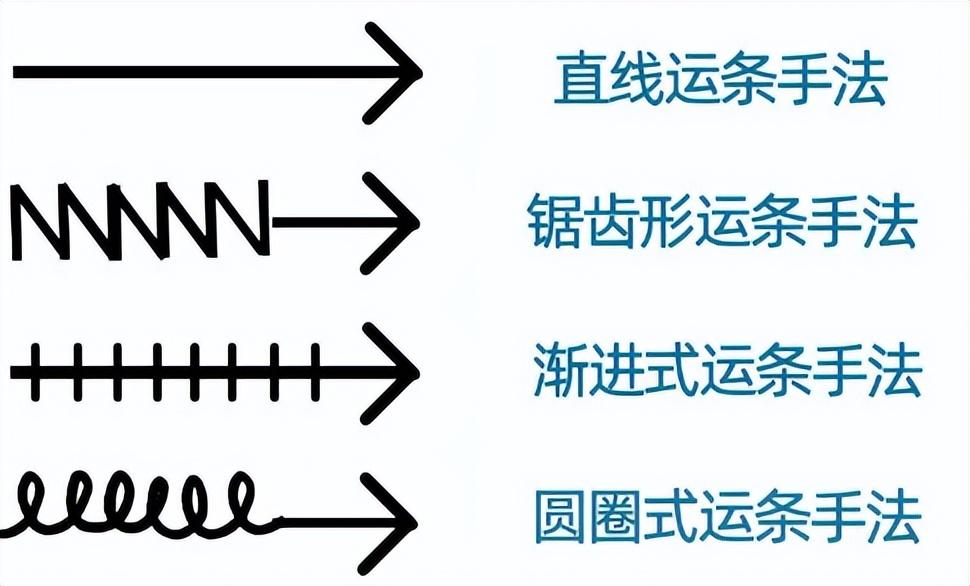
平焊常见运条手法
四种方法焊接出的效果相差无几,主要还是应根据焊材及实际条件进行选择,才能得到更好的效果。那实际操作要怎么选择运条方法呢?

以不同厚度的钢板为例
一般7mm以上的钢板我们选择锯齿形运条手法。3.2的焊条,电流选择125-135A,两遍稍做停留,保证溶池能足够的融合好再运弧。
3-6毫米的钢板采用圆圈式运条手法。3.2的焊条,电流选择110-120A之间,融合好就可以了。
1-3毫米的钢板则采用渐进式运条手法。每次运弧压上一溶池的二分之一。3.2的焊条,电流选择100-110A。
平焊怎么焊出来平整?平焊怎么焊饱满完整?今天分享一个小妙招。
在平焊施焊时,我们可以通过“听和看”来判断焊接状况。
“听”是听电弧穿透声。当听到“噗噗”声时,说明电弧已击穿钝边形成熔池,这时应立即熄弧,否则熔孔过大甚至烧穿。
“看”是看熔池温度和形状变化。熔池温度和形状决定着背面焊缝的宽度、余高及成形。熔池温度过高、熔孔过大,背面焊缝既高又宽不美观,而且容易烧穿。熔池温度过低、熔孔太小,往往焊根熔合不好,甚至未焊透。通常熔池呈椭圆形,熔过坡口两侧0.5~1mm为宜。
锦绣如茵《秦如茵姜九霄》全文及大结局精彩试读

鹿栀语商聿小说 《厌食症大佬被我喂成肌肉猛男》小说全文免费阅读
老书虫力荐《她的爱落于长夏》免费无弹窗阅读
抖音爆款小说公主请开花叶峻延管聆纱谢莹管聆纱免费txt全文阅读
快手热文爱意微末,余生不提裴微末沈衡川小说推荐
玉珠林薇小说<病娇嫂子>全文在线阅读
太傅庶女林菀菀小说 《苏雪凝轩辕烨》小说全文精彩阅读
完整版《高温天不接儿子,我和总裁老公离婚》傅景行白悦儿小说免费在线阅读